Aðferð kynningar
Extrusion mótun er mótunarvinnsluaðferð með mörgum breytingum, mikilli framleiðni, sterkri aðlögunarhæfni, breitt forrit og stærsta hlutfallið á sviði vinnslu plastefna.
Extrusion mótun er að stöðugt móta fjölliða bráðna eða seigfljótandi vökva í gegnum ákveðna lögun deyja undir extrusion aðgerð skrúfu eða stimpla extruder. Hlutarnir sem myndast eru samfelld snið með stöðugri sniðlögun.

Ekki er hægt að vinna alla hitaplasti með extrusion.
Algeng grunnefni eru hörð efni og teygjanlegt efni.
Harð efni: PVC, PC, PETG, ABS, PP, mjaðmir, PMMA, LDPE, HDPE, POM, ASA, PA, eins og EVA, PC + ABS osfrv
Teygjanlegt efni: PVC, TPU, TPE, Poe, TPR, TPV, TPEE osfrv
Eins og með hönnun á innspýtingarmótuðum hlutum og álpressuðu hlutum, er samræmd veggþykkt mjög mikilvæg.
Ef veggþykkt plastútdráttarhlutans er ójöfn, þá eru sumir hlutar þykkir og sumir hlutar þunnir, sem gerir flæðishraða plastsins sem er pressað í deyjunni ójafnt, sem leiðir til mismunandi kælihraða og að lokum aflögun hlutarins.
Ef stjórna þarf aflöguninni þarf að bæta við fleiri kælingarferlum til að draga úr skilvirkni framleiðslulínunnar og auka framleiðslukostnaðinn.
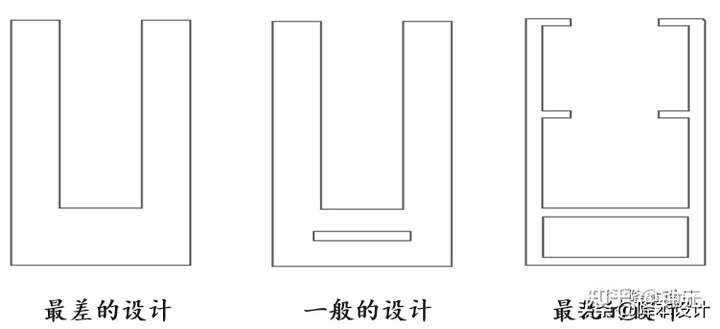
Vegna þess að útdráttur úr plasti er samfellt ferli, er styrkur extruded hlutans lítill þegar hann er bara extruded, og það þarf að styðja það við loftþrýsting og dorn til að viðhalda lögun sinni og forðast aflögun, meðan holi hlutinn getur ekki veitt stuðning, og flókna hola uppbygginguna er aðeins hægt að átta sig á með því að opna hlutann.
Skarpt hornið á útdrættinum verður veikur punktur útdráttarins vegna streituþéttni, sem er viðkvæmt fyrir sprungum eða bilun, og mun draga úr höggþol útdráttarins.
Í útpressuðum hlutum ætti að forðast beitt horn eins mikið og mögulegt er og bæta ávölum hornum við beittu hornin. Flökungsradíus er jöfn veggþykkt vörunnar, sem hjálpar efninu að flæða sléttari í útdráttarferlinu og dregur úr spennu við útlínurhornin.
Skarpt hornið á útdrættinum verður veikur punktur útdráttarins vegna streituþéttni, sem er viðkvæmt fyrir sprungum eða bilun, og mun draga úr höggþol útdráttarins.
Í útpressuðum hlutum ætti að forðast beitt horn eins mikið og mögulegt er og bæta ávölum hornum við beittu hornin. Flökungsradíus er jöfn veggþykkt vörunnar, sem hjálpar efninu að flæða sléttari í útdráttarferlinu og dregur úr spennu við útlínurhornin.
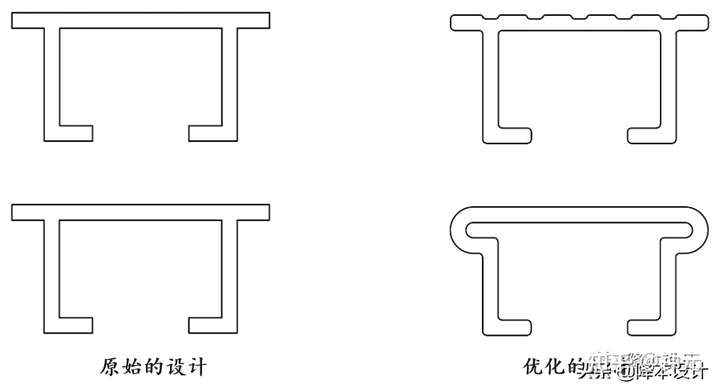
Á gatnamótum margra veggja myndast yfirleitt svæði með þykka veggþykkt, þannig að auðvelt er að framleiða rýrnun og lélegt útlit á ytra yfirborði extrusion, sem er mjög svipað innspýtingarmótun.
Ef extrusion er útlitshluti er hægt að forðast rýrnun eða hylja með hagræðingarhönnuninni sem sýnd er á myndinni hér að neðan.
Þar sem unnt er skal forðast strangar vikmörk í lengdarstefnu eins og kostur er. Hitaplast dregst saman og þenst út með hitastigi og það getur að óþörfu aukið kostnað að skera plastútdrætti í mikilvæga lengd.
Almennt er þolið + / - 5 mm á 1000 mm löngum útdrætti. Auðvitað er nákvæmni umburðarlyndis tengd lengdinni. Því styttri lengd, því meiri nákvæmni er hægt að ná.
Þar sem unnt er skal forðast strangar vikmörk í lengdarstefnu eins og kostur er. Hitaplast dregst saman og þenst út með hitastigi og það getur að óþörfu aukið kostnað að skera plastútdrætti í mikilvæga lengd.
Almennt er þolið + / - 5 mm á 1000 mm löngum útdrætti. Auðvitað er nákvæmni umburðarlyndis tengd lengdinni. Því styttri lengd, því meiri nákvæmni er hægt að ná.